人々の暮らしを支える段ボールの製造販売|凾平段ボール株式会社
事業紹介
introduction
お客様のニーズに合わせた段ボールをお作りいたします
段ボールは大きな1枚の段ボール紙から製造するものなので、標準サイズや規格サイズ、といったような概念はありません。
お客様の希望されるほとんどの形を製造することができます。 ここでは一般的によく使われる製品をご紹介いたします。
段ボールのしくみ
段ボールの波形部分をフルートといい、衝撃の吸収と圧力に対する強度を高める役割をします。
またフルートに貼り付けられている紙をライナといい、フルートとライナの組み合わせによって段ボールができます。
この構造から次のように分類されます。
片面段ボール
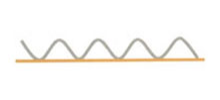
フルートの片面にライナを貼り合わせたもの
両面段ボール
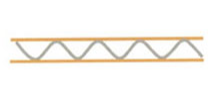
フルートの両面にライナを貼り合わせたもの
複両面段ボール
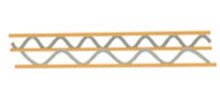
両面段ボールの片側に片面段ボールを貼り合わせたもの
段の種類
| 段の種類 | 記号 | 段の数/30cm | 段の高さ※1 | 段繰率※2 | 主な用途 |
|---|---|---|---|---|---|
| A段 | AF | 34±2 | 4.5mm~4.8mm | 約1.6 | 外装用 |
| B段 | BF | 50±2 | 2.5mm~2.8mm | 約1.4 | 外装用・内装用 |
| W段 | WF | A段+B段 | - | - | 外装用 |
※1 実際の段ボールはライナの厚さが加算されます
※2 単位長さのライナに対する中しん原紙の使用率
主な段ボールの種類
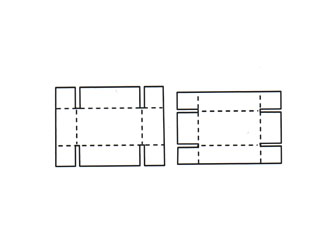
1 A式ケース
最も汎用的に使われているタイプです。みかん箱タイプとも言います。
全フラップが同一の長さで、外フラップ(長さ面のフラップ)が突合せになっているのが特徴です。
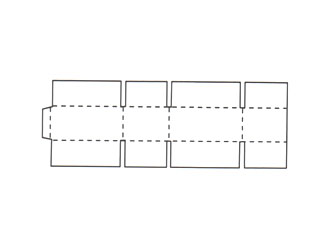
組立前
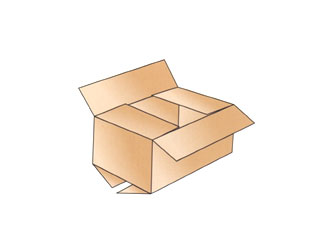
組立後
2 B式ケース
蓋を差し込むタイプです。底面もテープや接着剤なしで組み立てられ、小形・軽量の商品に用いられます。
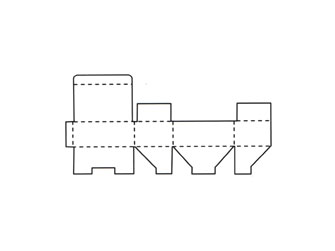
組立前
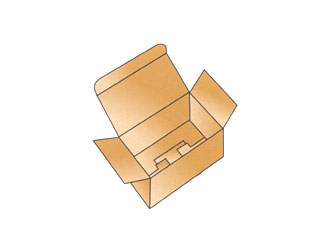
組立後
3 C式ケース
身と蓋が分かれているタイプです。ギフト箱によく使われます。
一般的にステッチャなどで接合し、組み立てた状態で納品します。
組立前
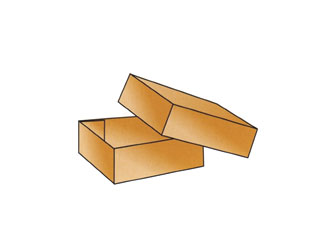
組立後
4 仕切・パッド
中身の保護や間仕切りをするタイプです。
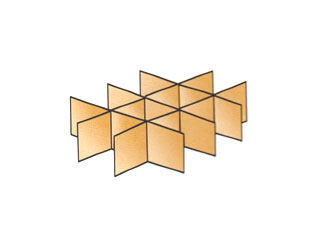
サンプル例1
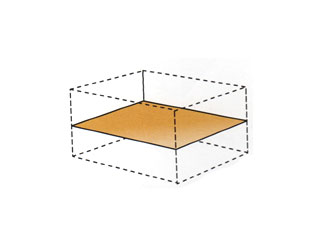
サンプル例2
効率アップのために日々改良の手を加えています
お客様のご希望に合わせた製品を作るためには、充実した設備と作り手の専門知識や経験が必要になります。
ここでは、そんな製品を作るうえで欠かせない設備についてご紹介いたします。
小牧工場生産設備
| 主要設備 | 紙幅m/m 分速m/m | |
| コルゲートマシン | 1800×150 | 1基 |
| 印刷製凾 | 2系統 | |
| 打抜加工 | 1系統 |
コルゲートマシン
原紙を貼り合わせて加工し、段ボールシートを製造する一連のマシンです。
中芯原紙を波形に成形した後、裏ライナと貼り合わせて片面段ボールを作り、その片面段ボールに表ライナを貼り合わせた後、所定の寸法に罫線入れ・切断を行います。
裁断寸法や使用する原紙の種類、製造数量は管制室のコンピュータによって管理され各オペレータへ指示されます。

①段ボール原紙(様々な種類があります)

②原紙を機械にセットして製造開始

③中芯原紙を波状に成形後、平らな原紙と貼り合わせて、片面段ボールをつくる

④片面段ボールに平らな原紙を貼り合わせて両面段ボールをつくる

⑤両面段ボールを決まった長さにカットする
⑥段ボールシートが完成
FFG(フレキソフォルダグルア)
デザインを施した印版にインキを転移させ、段ボールに印刷を施すとともに罫線入れ・溝切り・接合・箱成形までを一工程で行います。
印刷インキはフレキソインキを使用します。

①機械に段ボールシートを流します

②印版をセットして印刷準備

③印刷後、折り目をつけて折りたたみ箱状になるよう糊付けします
APD(オートプラテンダイカッタ)
平らな抜き型を用いて上下運動をさせることにより段ボールを打ち抜く機械です。
給紙部、打抜部(プラテン部)、屑取部(ストリッピング部)、切離部、排出部により構成されており、段ボールの屑の除去を機械側で行うなど生産性に有利な打ち抜き機です。

①機械に段ボールシートを流します

②木型をセットします

③型抜きされた段ボールが排出されます
ロボットパレタイザ
高速で確実な段積みを行い、段ボールケース束を安定した荷姿に積み上げます。

印刷機から出てきた段ボールをパレットに積み上げます